 登录
登录  注册
注册 短信码登录
密码登录
获取短信验证码
获取短信验证码

2024-02-05
马海涛 乔文峰
福伊特造纸(中国)有限公司
随着造纸技术和设备的快速发展,纸机车速由每分钟几十米已提升到2000m/min以上了,这对造纸机的旋转件,特别是辊子带来了更高要求。在日常生产和运行当中,做好振动检测,防患于未然显得非常重要。
本文将对纸机日常运行中辊子及其主要附属件(包括轴承及联轴器)振动的典型频谱进行初步探讨,供同行们在运行和维护中参考。
1、纸机辊子振动测试标准
纸机辊子振动烈度一般以振动速度RMS(均方根值,也称有效值)进行评估,单位为mm/s。图1为机械设备振动国际标准表ISO2372和ISO3945。当然类似标准是较宽泛的,大型设备供应商或用户会一般都有更细化的标准。

2、典型振动频谱图
2.1辊子动平衡问题
辊子在旋转中,有自身的振动严重超标的情况,我们称之为辊子动不平衡。当辊子动平衡不佳时,它的主要振动频谱特征是:在垂直方向和纸机运行方向均可见转动基频振动烈度较大,并且从相位角上看,垂直方向和纸机运行方向的相位差接近90°。振动频率一般为1~30Hz(与辊转动频率有关)。
如图2为某辊子动平衡不佳时的检测频谱图。图中,X轴表示频率,Y轴表示振动烈度,其中在垂直方向和水平方向上,有明显的辊子转动的1倍和2倍频,并且垂直方向与水平方向的相位角相差230°-141°=89°。

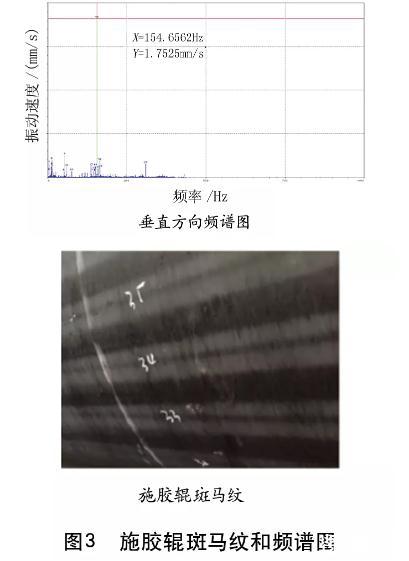
2.2辊子包胶起斑马纹
辊子包胶使用一段时间后,出现横向(此处指纸机横向,下同)的起楞条纹,并伴随有较为强烈的振动,因为条纹与斑马背上的条纹非常相似,被很多工厂称为包胶斑马纹。斑马纹的产生可能有多种原因造成,原因一般包括:包胶面呈多边形、速差、胶面老化变性、其他部位激励频率等。
斑马纹的振动主要特征是:施胶或压光的辊子,其振动烈度最大的方向为垂直方向,且频谱最明显的峰值频率可见与斑马纹数量相关的振动谐波,主要振动频率一般在100~350Hz。如图4,为某施胶辊垂直方向频谱图,特征频率为36X辊子基频,该辊下机后,发现辊面出现36个斑马纹。
2.3其他旋转体共振或传递
在相互接触的多辊之间发生共振的情况较为常见,但不直接接触的辊子之间可通过其他介质进行振动传递,这种振动传递的情况则较为少见。以下我们分享一起由回路中其他未直接接触的辊子,引起的振动传递的情况。
某机台施胶机上,上下辊振动烈度较大,经测试上下辊的自身频率以及轴承等频率未见异常。
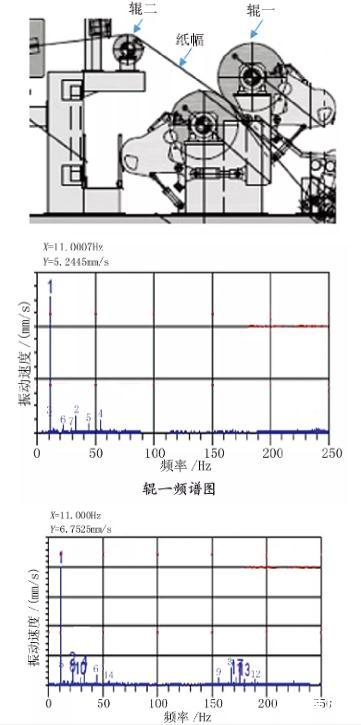
经过现场多次测试,我们发现施胶压区临近的导辊振动较大。而施胶辊上出现的频率正是辊二(见图4所示)的频率。这说明其他旋转体与目标部位或部件产生共振或强烈振动传递时,该部位也会产生因振动导致的故障。
如上述这种情况,振动频谱显示特征振动频率与共振旋或振动传递旋转体一致,此种原因导致的振动频谱中主要振动频率范围一般为5~50Hz。如图4,辊二的主要振动频率为其基频(11.0007Hz),该振动传递到了辊一,长期作用导致辊一包胶寿命缩短。
2.4轴承旋转体或保持架故障
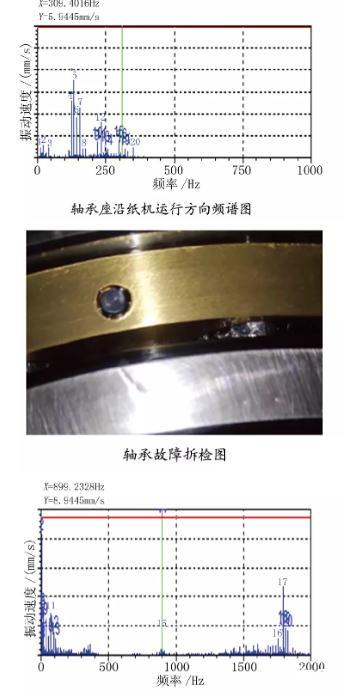
轴承故障导致的辊子振动在日常运行中非常普遍,其典型的特征频谱亦很复杂,在此我们仅列举出较常见的轴承滚动体与保持架故障。
频谱中可见轴承滚动体的频率和其谐波,主要振动频率一般在100~350Hz,并且振动包络值较高。当轴承松动,内圈或外圈断裂等严重情况时,频谱中主要振动频率可见辊子和轴承滚动体的基频和其谐波。如图5为某辊子轴承故障。
2.5齿轮箱(减速机)啮合故障
对于齿轮啮合故障,频率范围一般为300~1000Hz。单个或者少数个齿故障时,频谱图中,频谱明显的峰值频率可见齿轮频率及其谐波;大部分齿面均有不同程度故障时,齿啮合频率最为突出。如图6为某齿轮箱齿轮啮合故障。

2.6联轴器不对中故障
联轴器不对中的故障在日常运行中也较为常见,一般安装不良或者因沉降或其他原因导致联轴器与传动轴之间的不对中情况会引起较明显的振动发生。一般联轴器不对中的故障,其频率集中在10~250Hz。联轴器一般分为万向联轴器和非万向联轴器,其不对中的故障主要有以下两种情况。
万向联轴器故障,一般为角不对中、十字节内轴承或十字?错位故障。当有角不对中问题时,频谱分析中轴向振动明显,主要振动频率为联轴器基频及其谐波,并且联轴器两端轴向振动相位角相差接近180°(在不对中平面测试时)。当存在十字节错位时,径向振动较大,主要振动频率为联轴器基频及其谐波。
非万向联轴器故障,一般分为角不对中、平行不对中。对于非万向联轴器平行不对中,径向振动明显,可见联轴器基频及其谐波,并且联轴器两端径向振动相位角相差接近180°。角不对中时,轴向振动明显,主要振动频率为联轴器基频及其谐波,并且联轴器两端轴向振动相位角差接近180°。
图7为某万向联轴器两端的频谱图。29.2328Hz为联轴器转动频率,两图对比可发现相位角差接近180°,判断为联轴器故障,经停机检查,发现该联轴器已损坏。
3、结束语
纸机辊子处于高速运行中,要保证正常和稳定地运行,需要做好日常检查和监控,特别是振动情况的监控。对于可能超标或较严重的振动,我们需要对照典型频谱,不断分析总结和归纳,找出振源,消除引起振动的因素,确保纸机稳定高效运行。
来源:《中华纸业》2021年第8期
(版权归原作者或机构所有)
1